 EN
EN 中文简体
中文简体 English
English русский
русский Español
Español Português
Português عربى
عربى

Flame Retardant Fabrics For Different Materials OEM & ODM
PRODUCT CLASSIFICATION
Embracing Innovative Technology for a Secure Future
Suppliers Of Flame Retardant Fabrics For Different Materials
-

-

-

-

-

-

-

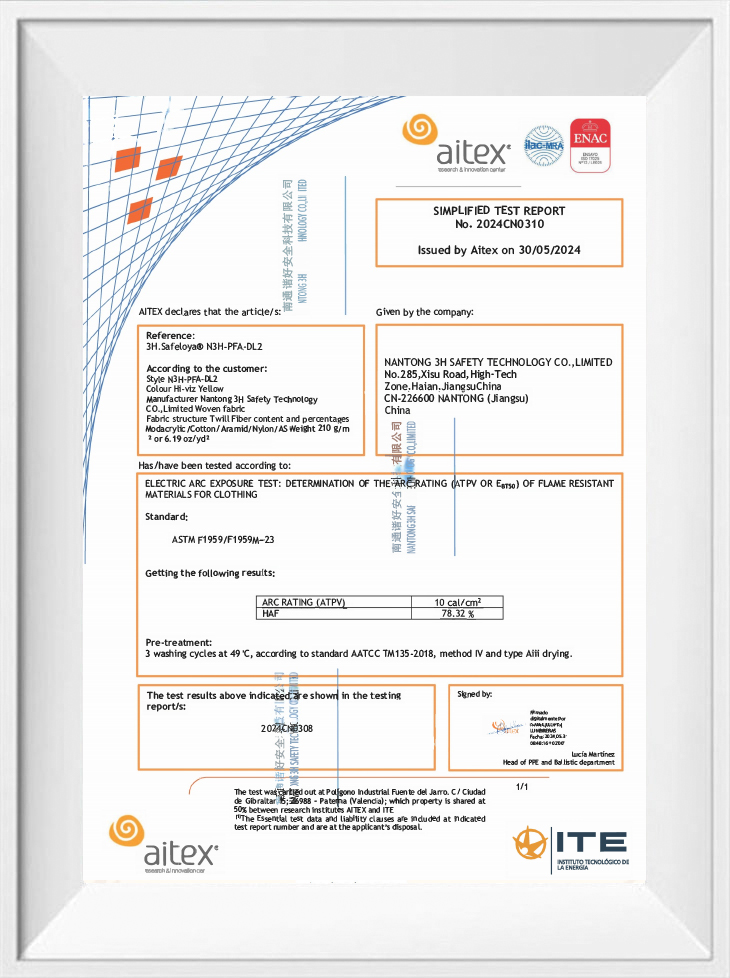
PFA-D12 Twill/Plain/Ripstop Electric Arc Protection FR fabric
-

-

-

SSS-A02 Herringbone with Ripstop Military and police special protective fabrics
-

SSS-AD1 Twill Military and police special protective fabrics
-

SSS-AD3 Twill Military and police special protective fabrics
-

-

-

About Us
CUSTOMIZED FLAME RETARDANT
FABRICS MANUFACTURER
FABRICS MANUFACTURER
-
 0+
0+Enterprise establishment
-
 0+
0+Employees
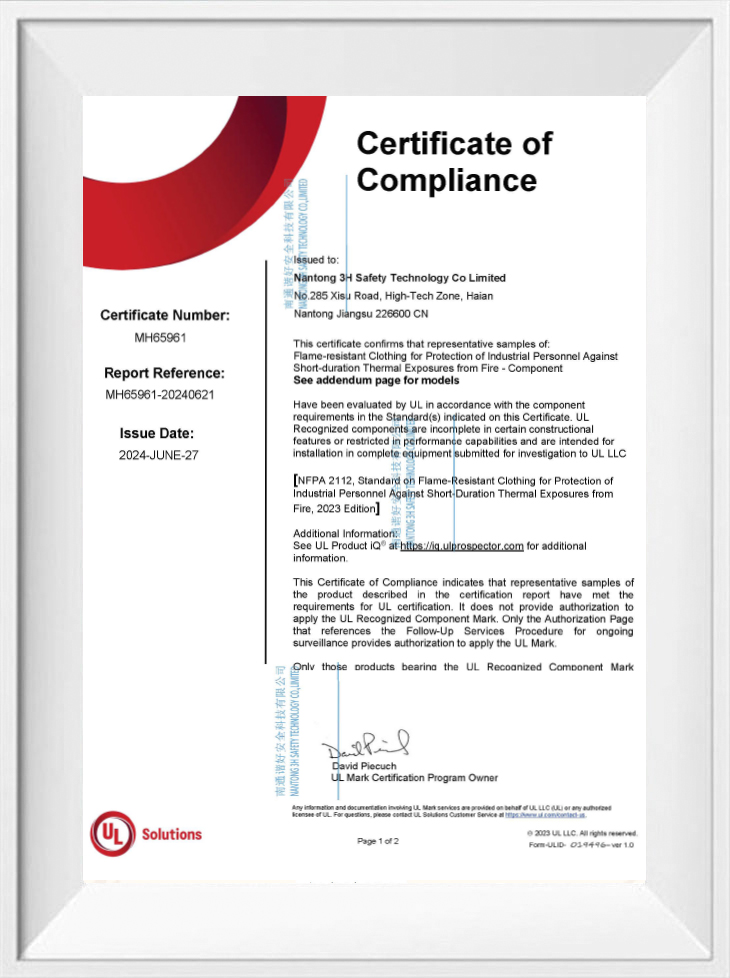
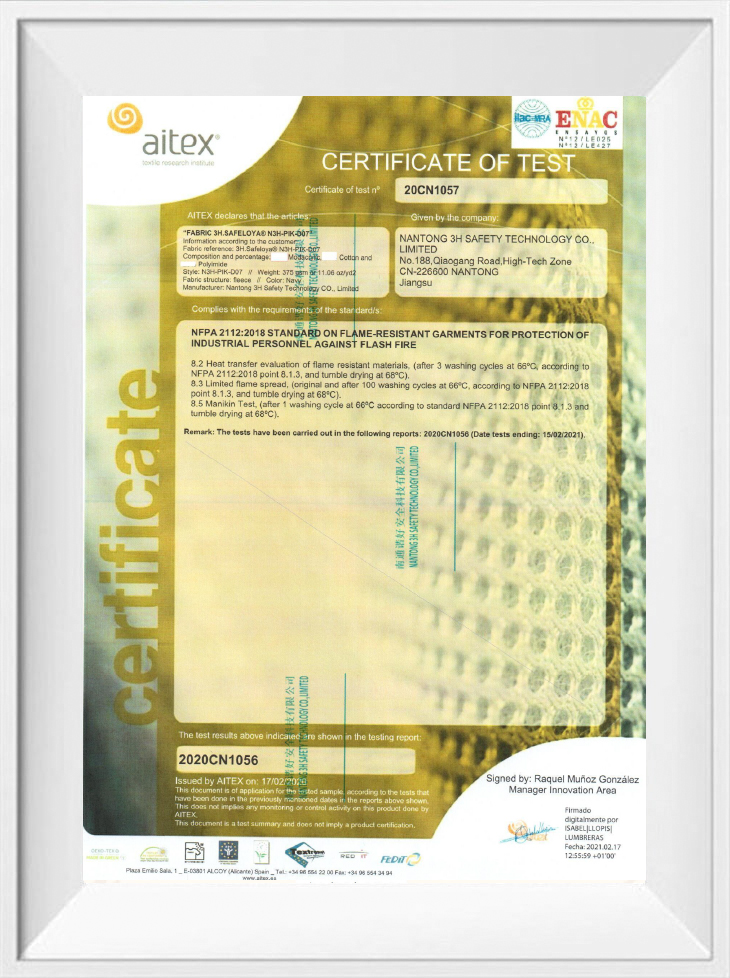
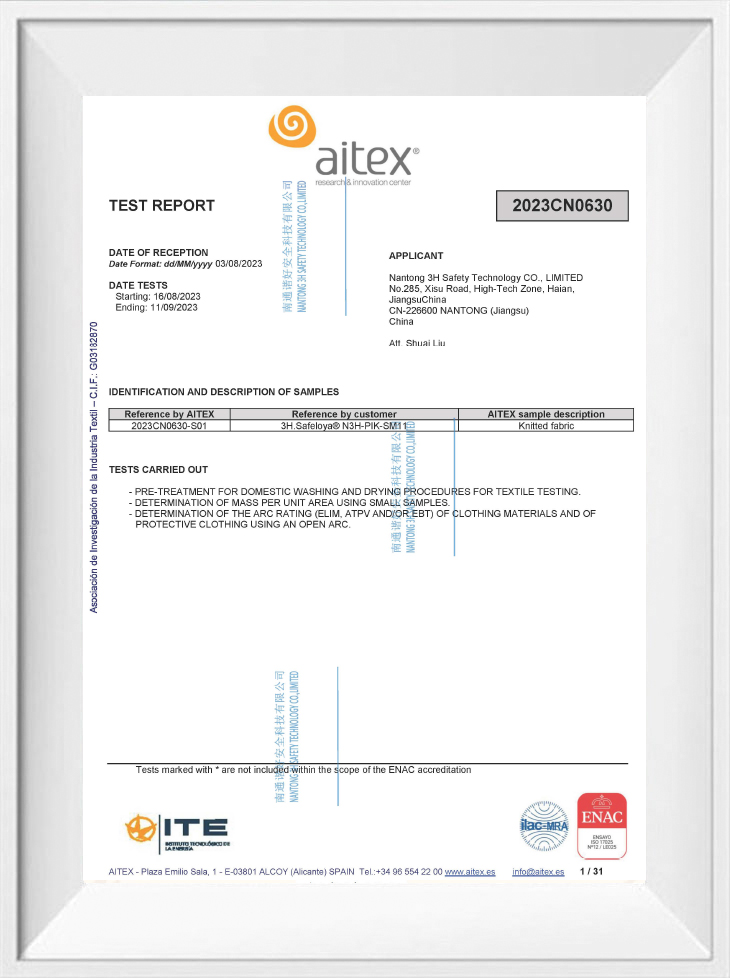
3H Safety Technology Co Limited is a functional fabric manufacturer based on flame retardancy, with the company's product brand "3H. Safeloya" ®". The company is committed to product research and development and fabric production, and adds multiple functions such as anti-static, arc proof, metal splash proof, and three proofing according to customer needs. As a professional OEM Suppliers Of Flame Retardant Fabrics For Different Materials and ODM Company Of Flame Retardant Fabrics For Different Materials in China, The product is widely used in various industries such as petroleum, petrochemical, chemical, gas station, power, coal mining, steel, metallurgy, and mechanical processing. The related products have been tested by authoritative testing institutions such as SGS in Switzerland, TUV in Germany, ITS in the UK, and the National Labor Protection Products Quality Supervision and Inspection Center, and have meet the requirements of domestic and international standards, including EN ISO 11611, EN ISO 11612, EN ISO 1149, EN 469, EN 373, EN 61482-1, ASTM F1959, ASTM F1891, NFPA 70E, NFPA 2112, ANSI 107, GB 8965.1, and GB 12014.
The company strictly requires comprehensive quality management, fully implements product lifecycle traceability in accordance with national regulations, achieves excellent product quality, environmental protection, and reliable hygiene, allowing customers and users to rest assured.





-
2026-03-19Yes — properly certified FR Fabric For Oil & Gas Protection substantially mitigates fire risks in upstream and downstream operations. When a flas...
-
2026-03-12High visibility flame retardant fabric and ordinary fabric differ across four fundamental dimensions: fire behavior, optical conspicuity, structural ...
-
2026-03-05The Essential Rule: Proper Care Preserves the FR Protection — Improper Care Destroys It FR molten metal splash protective fabric must be cleaned usin...
-
2026-02-27High Visibility Flame Retardant Fabric Directly Reduces Injury and Fatality Risks High visibility flame retardant fabric improves workplace safety by...
Classification by fabric material Industry knowledge
The development of flame-retardant textiles is inseparable from the progress of materials science. Different fiber materials directly affect the flame retardant properties, comfort and application scenarios of textiles. From the flame retardant modification of natural fibers to the inherent flame retardant properties of synthetic fibers, modern flame retardant textiles have formed a diversified material system. Flame retardant textiles can be divided into two major systems according to the material: intrinsic flame retardant fibers and modified flame retardant fibers. Different materials have their own characteristics in flame retardant mechanism, protective performance and applicable scenarios.
3H Safety Technology Co Limited. is a professional custom flame retardant fabric manufacturer. The company is committed to the research and development and production of various flame retardant fabrics, and its products are widely used in mining, steel, mechanical processing and other industries.
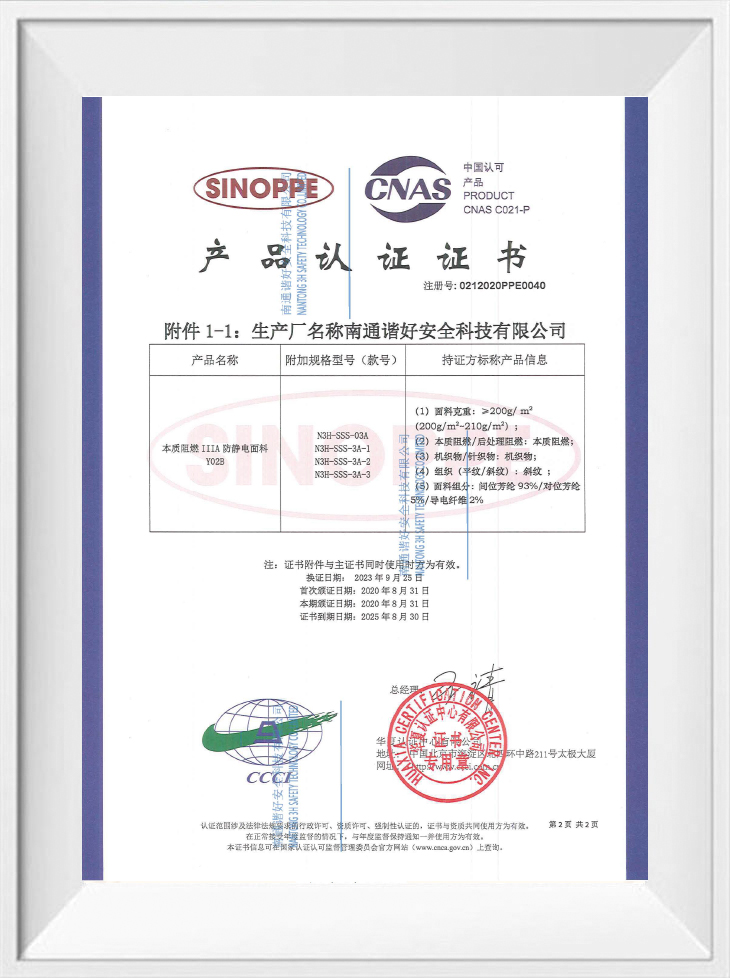
Intrinsic flame retardant fiber: aramid IIIA fabric
- Material composition and characteristics
Aramid IIIA fabric is composed of 93% meta-aramid (Nomex), 5% para-aramid (Kevlar) and 2% antistatic fiber (P140).
Nomex fiber: glass transition temperature is as high as 275℃, limiting oxygen index (LOI) ≥28, forming a dense carbonized layer instead of molten droplets when burning
Kevlar fiber: tensile strength is 3 times that of steel wire, giving the fabric tear resistance
P140 fiber: surface resistance ≤10^9Ω, eliminating the risk of static sparks
- Performance advantages
Thermal stability: continuous use at 204℃ still maintains more than 90% strength
Anti-explosion performance: passed the GA10-2014 standard test, afterburning time ≤2 seconds
Structural optimization: twill weave (warp density 320 roots/10cm, weft density 280 roots/10cm) has the best flame retardant performance
- Typical applications
Petrochemical protective clothing: Sinopec standard workwear uses 220g/m² tear-resistant version
Outer fabric of firefighting combat clothing: cooperate with PTFE membrane to form a four-layer protection system
Composite flame retardant system: synergistic effect of aramid blended fabric
- Pre-oxidized silk aramid blended fabric
Material formula: pre-oxidized polyacrylonitrile fiber and aramid blended, balanced flame retardancy and mechanical properties
Key parameters: gram weight 270g/m², yarn count 16S×10S, suitable for 200-600℃ working conditions
Innovation: The trapezoidal polymer structure of pre-oxidized silk delays thermal decomposition, and the carbon residue rate is >60%
- Flame retardant viscose/acrylic chlorofiber aramid blended fabric
Three-component system: viscose (hygroscopic) + acrylic chlorofiber (flame retardant) + aramid (heat resistant)
Functional integration: meet the EN1149-5 antistatic standard and ISO15025 flame retardant standard at the same time
Modified flame retardant fiber: a breakthrough in acrylic technology
- Modified acrylic flame retardant mechanism
Chemical modification: 2,3-dibromopropyl acrylate is introduced through copolymerization, and the bromine content reaches 12%
Synergistic system: antimony trioxide/decabromodiphenyl ether composite flame retardant is used, and the LOI value is increased to 32
- Process innovation
Solution coloring technology: flame retardant is mixed with color paste before spinning to avoid strength loss after finishing
Low-temperature plasma treatment: phosphorus and nitrogen compounds are grafted on the fiber surface, and the LOI retention rate is >95% after 50 washings
CONTACT US
- Add:No. 285 Xisu Road, High tech Zone,
Hai'an City, Jiangsu Province - Tel:+86 15802151456(Mr Xu)/+86 13917381026(Mr An)
- E-mail:3h01@3hsafe.com
3h02@3hsafe.com
LATEST UPDATES
BE THE FIRST TO KNOW
For exclusive deals and latest offers, sign up by entering your email address below.
QUICK LINKS

